·上一文章:大眾新寶來遙控鑰匙失靈
·下一文章:剖析奔馳新款GLA技術(shù)亮點(diǎn)
鋁的熔點(diǎn)較低,鋁板在加熱時(shí)極易發(fā)生變形。碰撞變形后,因鋁材料固有的延展性較差,很難進(jìn)行二次成形,如果強(qiáng)行修復(fù)則會(huì)使損傷部位出現(xiàn)裂紋甚至發(fā)生斷裂。所以,當(dāng)鋁板受到一定程度的損傷后,需對(duì)受損部件進(jìn)行分體修復(fù)或總成更換(生產(chǎn)廠家不建議修復(fù))。在進(jìn)行鋁質(zhì)結(jié)構(gòu)件更換時(shí),連接處很少采用鋼質(zhì)車身修復(fù)所采用的焊接方法,而是采用粘接或粘接配合鉚接的方法。由于更換鋁質(zhì)板材的費(fèi)用比較高,所以,維修技師對(duì)一些輕微損傷的面板會(huì)采取特殊方法進(jìn)行修復(fù)。修復(fù)工作應(yīng)在充分了解鋁材特性的基礎(chǔ)上,小心謹(jǐn)慎地進(jìn)行。
1.鋁合金鈑金修復(fù)機(jī)修復(fù)流程
(1)定損(目測(cè)、手摸、直尺)
①直尺法:用直尺測(cè)量損傷部分與完好區(qū)域之間的誤差,從而判斷板件損傷情況,用水性筆對(duì)損傷區(qū)域進(jìn)行標(biāo)記(圖1)。

②手摸法:按照“米”字形手掌觸摸法進(jìn)行定損(圖2)。
③目測(cè)法:在光線充足的情況下,對(duì)損傷區(qū)域進(jìn)行全方位目測(cè)定損(圖3)。

(2)調(diào)試打磨機(jī)
把打磨機(jī)的轉(zhuǎn)速調(diào)整為2 000 r、min左右(圖4)。

(3)打磨
調(diào)整好打磨頭與板件之間的角度(15°~30°),注意打磨時(shí)要做好防護(hù)措施。鋁質(zhì)板材在打磨過程中會(huì)產(chǎn)生很多鋁粉,吸入后不但對(duì)人體有害,而且在空氣中易燃易爆。所以,在維修鋁質(zhì)車身時(shí),要設(shè)置獨(dú)立的維修空間和集塵、吸塵防爆系統(tǒng),保證車身修復(fù)操作的安全(圖5)。

(4)清潔
用除油劑配合除塵布進(jìn)行清潔除油(圖6)。

(5)設(shè)備安裝、試焊
進(jìn)行設(shè)備安裝、試焊。
(6)焊接鋁焊釘
安裝焊接支架。焊接支架要與板件垂直,連接指示燈亮起后即可進(jìn)行焊接作業(yè)(圖7)。

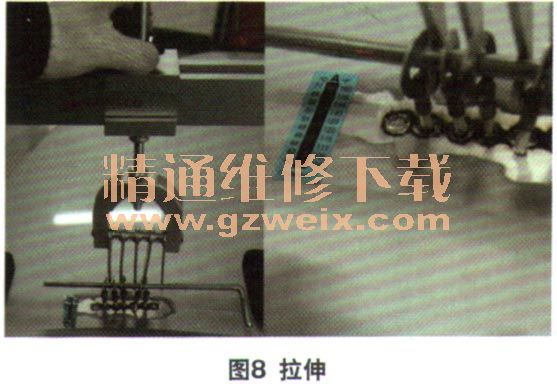
(7)拉伸修復(fù)
對(duì)受損板件進(jìn)行加熱拉伸、旋轉(zhuǎn)拉伸(圖8)。加熱拉伸時(shí)要使用熱敏指示紙(100~200℃)。

的工藝流程")
踐教學(xué)研究")
實(shí)意義----紅外線篇")
致的汽車涂膜缺陷及處理方法")
