·上一文章:筆記本電腦開機(jī)及信號電路故障維修
·下一文章:小型拖拉機(jī)離合器的保養(yǎng)與調(diào)整
摘要:現(xiàn)代機(jī)械設(shè)計中除使用傳統(tǒng)的設(shè)計方法外,更多的是使用現(xiàn)代的設(shè)計方法如CAD, CAPP、有限元、虛擬設(shè)計等一些現(xiàn)代的設(shè)計方法,不僅能滿足現(xiàn)代機(jī)械設(shè)計的需求,更彌補(bǔ)了傳統(tǒng)設(shè)計方法人工設(shè)計計算量大甚至無法計算的缺陷,本次對FNI -75型直縫焊接機(jī)進(jìn)行改進(jìn)設(shè)計中遇到兩個難題,一個是復(fù)雜受力涉及到高次方程計算,另一個是制造樣機(jī)困難。利用Matlab軟件完成了高次方程計算、在PLC、專業(yè)仿真實(shí)驗(yàn)室等實(shí)驗(yàn)室中進(jìn)行模擬設(shè)計和整機(jī)自動控制,完成了樣機(jī)模擬制造,節(jié)約了樣機(jī)制造費(fèi)用,縮短了設(shè)計時間。
筆者的科研課題《數(shù)控鋁帶繞片機(jī)異種金屬焊接機(jī)構(gòu)研究》對FNI-75型直縫焊接機(jī)進(jìn)行改進(jìn)設(shè)計,因此機(jī)性能的要求,對各種焊接參數(shù)如焊接壓力、電源參數(shù)、進(jìn)給速度、變參數(shù)焊接須實(shí)現(xiàn)準(zhǔn)確控制,所以應(yīng)實(shí)現(xiàn)整機(jī)自動控制。為此研究改造了FNI-75型直縫焊機(jī),在原機(jī)上增加了PLC、高功率變頻器、硅整流電路、進(jìn)給伺服電機(jī)、自動夾具、檢測傳感器,實(shí)現(xiàn)整機(jī)自動控制。在設(shè)計中遇到了兩個難題,一是由于經(jīng)費(fèi)有限根本沒有制造樣機(jī)的能力,使研究陷入了無法進(jìn)行的境地,為節(jié)約這筆費(fèi)用在本院的專業(yè)仿真、PLC、電機(jī)、電器創(chuàng)新等實(shí)驗(yàn)室進(jìn)行了模擬制造和自動控制模擬實(shí)驗(yàn),對所有的控制系統(tǒng)進(jìn)行控制演示,完成了自動控制和設(shè)備選型工作;第二個難題是高次方程的求解,對焊接滾輪設(shè)計時遇到了高次方程求解的問題,最終在專業(yè)仿真實(shí)驗(yàn)室利用設(shè)計軟件,完成了復(fù)雜理論計算。
1 整機(jī)設(shè)計方案的確定
1.1整體設(shè)計應(yīng)具有現(xiàn)代設(shè)計的理念
現(xiàn)代設(shè)計既要使用現(xiàn)代的設(shè)計手段,又要繼承傳統(tǒng)的設(shè)計方法,這樣才能完成較高標(biāo)準(zhǔn)的設(shè)計。本次設(shè)計是為完成在各種焊接參數(shù)改變的條件下進(jìn)行焊接機(jī)的設(shè)計,需實(shí)現(xiàn)整機(jī)的自動控制,而目前最為理想的自動控制技術(shù)就是PLC自動編程器進(jìn)行的控制,并在此基礎(chǔ)上實(shí)現(xiàn)液、電聯(lián)合控制,是使用最多也最成功的控制方式,本機(jī)也采用此種控制方法。設(shè)計手段主要采用計算機(jī)輔助設(shè)計,實(shí)驗(yàn)室PLC自動編程液、電聯(lián)合模擬控制,對機(jī)械和液壓部分采用傳統(tǒng)的理論設(shè)計計算。
1.2焊接試驗(yàn)機(jī)組成及工作原理
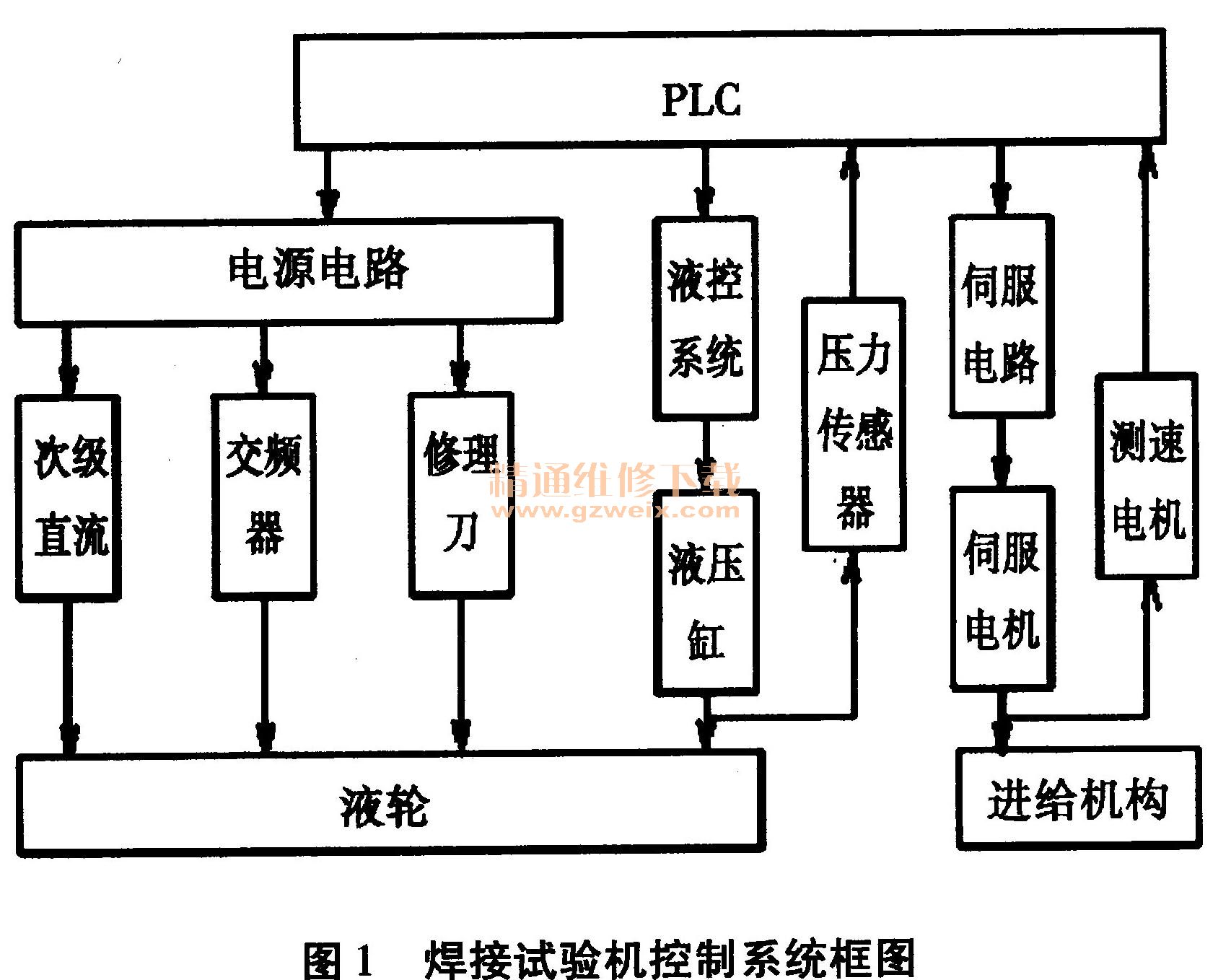
焊接試驗(yàn)機(jī)由控制部分PLC、電器電路、驅(qū)動伺服電機(jī)、液壓壓力系統(tǒng)、焊接機(jī)構(gòu)的滾輪電極及修整電極的修整刀、變頻和直流電源、傳感器和測速電機(jī)組成的反饋系統(tǒng)、自動進(jìn)給機(jī)構(gòu)、冷卻系統(tǒng)、機(jī)架組成。
焊接金屬材料的厚度在0.1~2. 5 mm。其工作原理:向PLC自動編程器輸入各種焊接參數(shù),對焊接壓力、電壓、電流、頻率一、進(jìn)給速度、電源種類進(jìn)行選擇后,將焊接工件裝夾在進(jìn)給機(jī)構(gòu)并置于焊接滾輪之間,在PLC的整體控制下,控制液壓機(jī)構(gòu)對焊接工件進(jìn)行加壓、通電,同時進(jìn)給機(jī)構(gòu)自動夾緊進(jìn)給,反饋系統(tǒng)將各種參數(shù)反饋給PLC進(jìn)行自動控制,直到焊接完畢,傳感器將信息反饋?zhàn)詣油C(jī)。
1.3整機(jī)控制原理
PLC為基礎(chǔ)實(shí)現(xiàn)自動控制,控制電控電路系統(tǒng)和伺服電路系統(tǒng),電源為變頻電源和次級硅整直流電源,兩種電源在PLC控制下改變電壓、電流、頻率,調(diào)速傳動機(jī)構(gòu)對滾輪切削時使用。冷卻系統(tǒng)自動冷卻。伺服電機(jī)驅(qū)動自動夾具夾緊機(jī)構(gòu),實(shí)現(xiàn)精確進(jìn)給。壓力檢測傳感器反饋液壓缸產(chǎn)生焊接壓力,在PLC的控制下實(shí)現(xiàn)準(zhǔn)確控制焊接壓力和空行程被壓。控制原理見框圖1所示。
2 計算機(jī)輔助設(shè)計軟件對高次方程運(yùn)算
焊接的滾輪通電且承受壓力和所有運(yùn)動部件的動能,受力原理如圖2。

可得能量平衡式: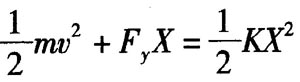
勁度系數(shù)胡克定律:
壓深:
壓力在接觸到壓入最深的過程中接觸寬度X由0到最大,整理可得:

上式中:E焊材彈性模量;;R滾輪半徑;L焊材厚度;X壓縮量;B滾輪寬;v液壓缸運(yùn)動速度;Fy焊接壓力。
上方程運(yùn)算極其復(fù)雜,課題組成員經(jīng)過一個月的緊張運(yùn)算也沒完成運(yùn)算,無奈之下請了數(shù)學(xué)系的教授幫忙,也未能得出結(jié)果。最后想到了計算機(jī)軟件,用Matlab設(shè)計軟件僅半天的時間就完成了手工計算很難完成的運(yùn)算。
備燃?xì)馊紵髡{(diào)試及燃?xì)庀牧坑嬎惴椒? /></a><br />
<a href=")
改裝松土器的研究")
側(cè)開式機(jī)罩門的導(dǎo)向支撐裝置")
發(fā)動機(jī)的技術(shù)改造")
的新型支腿報警裝置")
