·上一文章:海爾KFR-50LWBPF型柜式變頻空調(diào)器接通電源時(shí)室外機(jī)就工作
·下一文章:大眾捷達(dá)怠速不穩(wěn)、排氣管冒黑煙


2.電焊機(jī)的附件
電焊機(jī)的附件有電焊軟線、焊鉗、防護(hù)面罩和手套等。
(1)電焊軟線 電焊軟線用于連接電焊機(jī)與焊件、電焊機(jī)與焊鉗。它由紫銅線扭成芯線,外包膠皮絕緣,一般長20~30m,依據(jù)焊接電流的大小選擇芯線的截面積(見表3-1)。

(2)焊鉗 焊鉗的作用是夾持電焊條和傳導(dǎo)電流。因此,必須有良好的導(dǎo)電性,并要求絕緣性好,重量輕,長期使用不發(fā)熱。常用的焊鉗規(guī)格有300A和500A兩種。
(3)防護(hù)面罩 防護(hù)面罩用于遮擋飛濺的金屬和電弧中有害的光線,保護(hù)焊工的眼睛和面部。防護(hù)面罩常用的有兩種,即手握式和頭戴式。面罩上的護(hù)目玻璃片用于減少電弧光的強(qiáng)度,過濾紅外線和紫外線,為了防止護(hù)目玻璃片被飛濺金屬損壞,必須在護(hù)目玻璃片前另裝普通玻璃片。表3-2列出了常用護(hù)目玻璃的牌號(hào)及性能。

(4)手套 手套用皮革制成,用于保護(hù)焊工雙手不受飛濺物及弧光的損害,并有絕緣電和隔熱作用。
二、氣焊設(shè)備
常用的氣焊是利用乙炔和氧混合燃燒產(chǎn)生的高溫火焰焊接金屬的工藝方法。這種氣焊由于設(shè)備簡(jiǎn)單、搬運(yùn)方便,適宜焊接較薄的鈑金件,而在汽車修理中應(yīng)用廣泛。
氣焊設(shè)備及其管路系統(tǒng)如圖3-34所示。其中氧氣瓶主要供給焊炬火焰燃燒所需的氧氣;乙炔發(fā)生器供給乙炔;減壓器和回火保險(xiǎn)器為保障焊炬火焰正常燃燒,防止回火氣體蔓延乙炔發(fā)生器,引起事故。

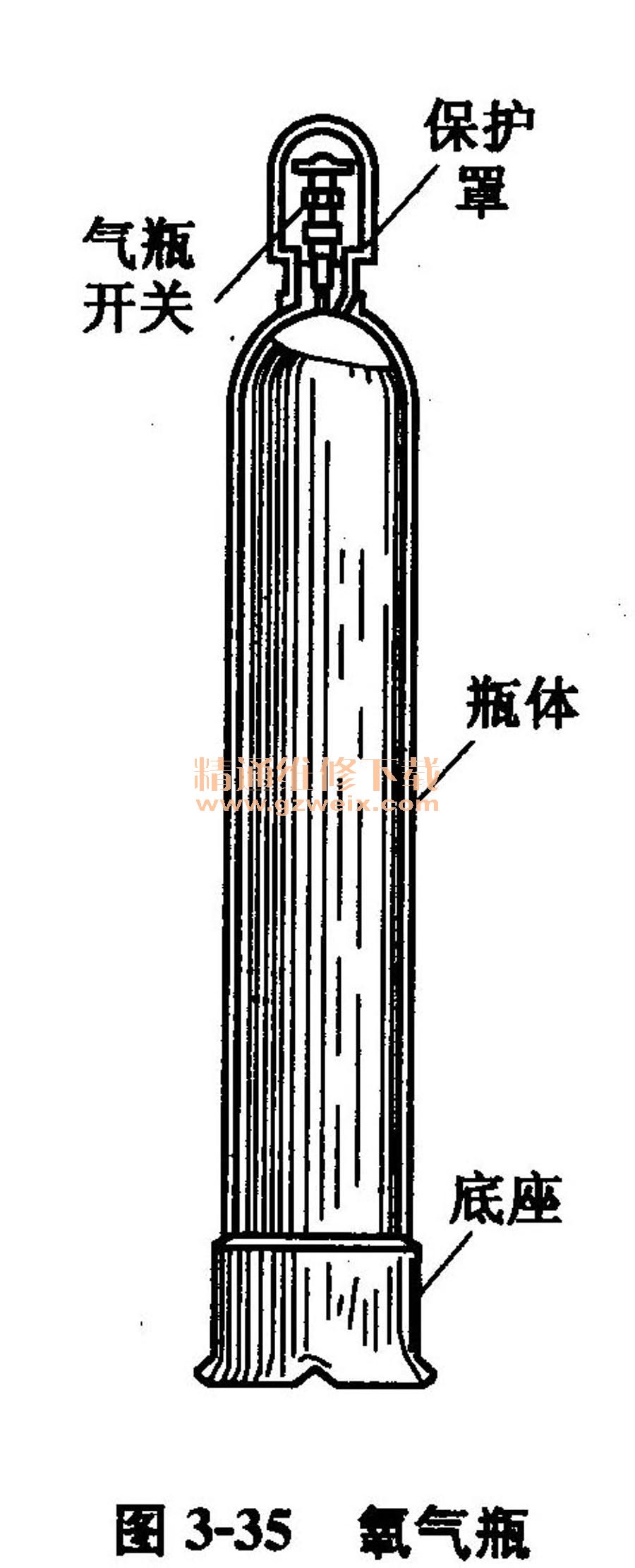
1.氧氣瓶
氧氣瓶是專為儲(chǔ)存和運(yùn)輸氧氣用的鋼瓶。它由瓶體、氣瓶開關(guān)、保護(hù)罩等部分組成。氧氣瓶的外形如圖3-35所示,氧氣瓶開關(guān)結(jié)構(gòu)如圖3-36所示。

2.減壓器
減壓器的構(gòu)造如圖3-37所示,從圖中可見這是一種反作用式壓力調(diào)節(jié)器。工作時(shí),以順時(shí)針方向旋轉(zhuǎn)調(diào)整螺栓,使主彈簧壓縮,并將橡膠膜向上推,這樣使橡膠膜上的傳動(dòng)桿上移,把氣門頂開,由進(jìn)氣接頭來的氧氣,就從高壓室經(jīng)過氣門進(jìn)入低壓室,且體積增大而壓力變小后,從出氣接頭的出口流出。此時(shí)橡膠膜受到上下兩個(gè)相反方向力的作用,當(dāng)這兩個(gè)力大小相等時(shí),橡膠膜就不動(dòng)了;這時(shí)高壓表顯示出氧氣瓶內(nèi)的氧氣壓力;低壓表顯示出供給焊炬的氧氣壓力。

3.乙炔發(fā)生器
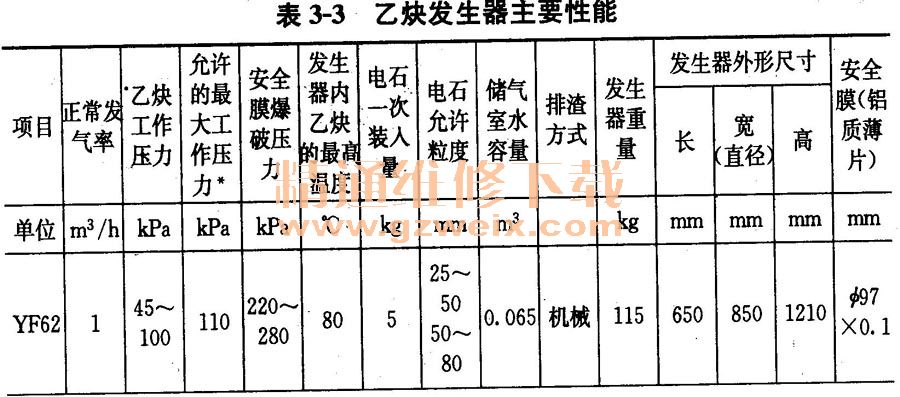
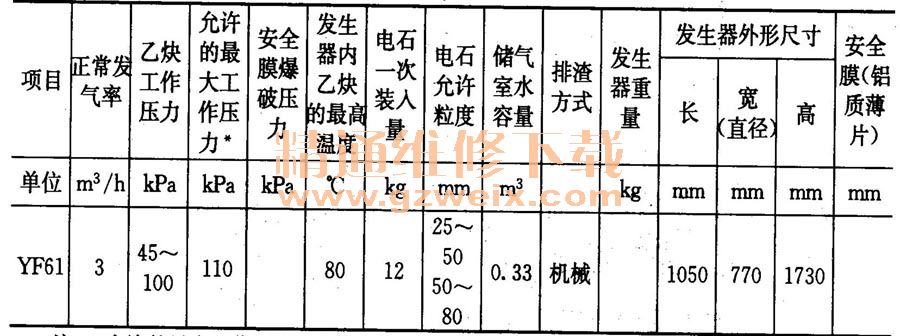
(1)乙炔發(fā)生器的分類、性能及結(jié)構(gòu)乙炔發(fā)生器是制成和儲(chǔ)存乙炔的設(shè)備。乙炔發(fā)生器的種類很多,通常將工作壓力在10kPa以下的乙炔發(fā)生器稱為低壓乙炔發(fā)生器;工作壓力在10~100kPa的稱為中壓發(fā)生器;工作壓力在100~150kPa的稱為高壓發(fā)生器。汽車修理中常用的是YF62型中壓乙炔發(fā)生器,其主要性能見表3-3。
乙炔發(fā)生器的結(jié)構(gòu)如圖3-38所示:YF62型中壓乙炔發(fā)生器采用排水式調(diào)節(jié)電石的發(fā)氣量,當(dāng)發(fā)氣室內(nèi)層乙炔壓力增大到75kPa表壓時(shí),乙炔壓力將水壓入發(fā)氣室外筒與內(nèi)層錐形罩間的夾壁,使水脫離與電石的接觸。當(dāng)壓力降低到75kPa表壓以下時(shí),夾壁水位回到原來位置,水與電石接觸,繼續(xù)發(fā)氣。

YF62型中壓乙炔發(fā)生器使用可靠、安全,操作簡(jiǎn)單。但是當(dāng)乙炔用量劇增或突然停止使用時(shí),易使氣體過熱;此外電石渣若不經(jīng)常清洗易結(jié)塊。當(dāng)電石渣過多,而進(jìn)入發(fā)氣室外筒與內(nèi)層筒圈夾壁后,既不容易清洗又影響電石發(fā)氣量的調(diào)節(jié)。
(2)乙炔發(fā)生器的使用和維護(hù)乙炔是極易燃燒和爆炸的氣體。因此,乙炔發(fā)生器的使用和維護(hù),重點(diǎn)要做好防火防爆工作。
①乙炔發(fā)生器放置地點(diǎn)必須距離氣焊工作(或明火)地點(diǎn)10m以上,若氣焊工作間狹窄,發(fā)生器必須放置在室外或另一無明火的工作室內(nèi)。
②發(fā)生器內(nèi)的水溫不得超過60℃,當(dāng)水的溫度超過上述規(guī)定時(shí),應(yīng)減少乙炔產(chǎn)氣量;當(dāng)發(fā)氣室溫度達(dá)到80℃以上時(shí),用冷水噴射進(jìn)行降溫;加入發(fā)生器的水必須清潔,無油脂和雜質(zhì)。
③每天工作開始前,檢查一次回火防止器、儲(chǔ)氣室與發(fā)氣室的水位,若工作中發(fā)生過回火現(xiàn)象的,每次工作前均應(yīng)檢查。圖3-39所示是回火防止器的構(gòu)造示意圖。

④禁止使用沒有回火防止器的發(fā)生器設(shè)備。
⑤電石一次加入量和電石允許粒度必須符合發(fā)生器說明書的規(guī)定。
⑥發(fā)氣室必須根據(jù)工作情況經(jīng)常清洗換水,連續(xù)工作最好每天清洗一次;回火防止器、儲(chǔ)氣室每月至少清洗一次。如發(fā)生器使用后需要擱置一個(gè)時(shí)期再行使用者,應(yīng)將各部位所有存水全部放掉,加以清洗并擦干,以防腐蝕。
⑦冬季應(yīng)做好防凍工作,常用的方法是:
a.在發(fā)生器外部包以保溫棉套,水閥和輸氣管上用石棉繩纏繞保溫;
b.發(fā)生器工作完畢后將各部位水放出,若在室外較長時(shí)間停止工作時(shí),也應(yīng)放水;
c.使用時(shí)在發(fā)生器(包括回火防止器)內(nèi)加入溫水;
d.在回火防止器與儲(chǔ)氣室內(nèi)加入防凍液,在發(fā)氣室內(nèi)加入少量食鹽(氯化鈉),以降低冰點(diǎn)。
⑧乙炔發(fā)生器內(nèi)部如已結(jié)冰,只準(zhǔn)用熱水、蒸汽加溫,或放在溫暖的室內(nèi)逐漸融解;絕對(duì)禁止用明火或燒紅的金屬加溫,也不許用鐵棒敲打冰塊,以免爆炸。
⑨防爆膜的更換。YF62型乙炔發(fā)生器防爆膜用鋁質(zhì)薄片制成,直徑97rnm,厚度0. 1mm。防爆膜供乙炔發(fā)生器壓力超高或爆炸時(shí)泄壓用,其截面積應(yīng)保證設(shè)備在最大負(fù)荷時(shí)的全部氣體得以排出。防爆膜必須選用與乙炔不起作用,且破裂時(shí)不發(fā)生火花的材料制造,例如錫、鋁、鉛、橡膠等,嚴(yán)禁采用鐵皮、銅皮。
防爆膜損壞時(shí)必須選用與原膜同牌號(hào)、同厚度的材料制作。
⑩乙炔管道的安裝。由乙炔發(fā)生器至氣焊工作間的乙炔管道采用無縫鋼管(或不銹鋼管)制作,禁止使用銅導(dǎo)管。管道連接采用焊縫連接,僅在連接乙炔發(fā)生設(shè)備時(shí)可以使用螺紋連接。
乙炔管道的安裝必須可靠地接地,不允許敷設(shè)在火爐或表面熾熱的器具旁。管道可用石棉灰保溫,保溫層厚度一般為25~30mm,當(dāng)其干燥后再抹上一層白灰,用紙帶或粗麻布纏起來,表面涂白漆。在焊接工作間,乙炔管道與氧氣管道沿同一墻或公用支柱敷設(shè)時(shí),必須分別支撐、上下排列,管道間距應(yīng)不少于250rnm,且乙炔管道應(yīng)在其他管道之上。
4.焊炬
(1)焊炬的結(jié)構(gòu)
①分類。焊炬俗稱焊槍它按乙炔與氧氣混合方式不同可分為吸射式和等壓式兩類。
②吸射式焊炬的結(jié)構(gòu)及特點(diǎn)。吸射式焊炬的結(jié)構(gòu)如圖3-40所示。從圖中可見氧氣經(jīng)過孔徑很小的噴射管,加大流速,進(jìn)入混合室;從而使乙炔在進(jìn)入混合室的入口處,壓力大大減小;這樣憑借氧氣和乙炔的壓力差,將乙炔吸入混合室,并使乙炔和氧氣按比例混合。因此,這類焊炬稱為吸射式。

吸射式焊炬的優(yōu)點(diǎn)是可使用高、中、低壓乙炔。其缺點(diǎn)是在焊接過程中,乙炔與氧氣的混合比例不夠穩(wěn)定。
③等壓式焊炬的結(jié)構(gòu)及特點(diǎn)等壓式焊炬結(jié)構(gòu)比較簡(jiǎn)單,圖3-41所示是其構(gòu)造示意圖。從圖中可見,乙炔與氧氣均靠本身壓力進(jìn)入混合室,此時(shí)二者壓力基本相等。因此,稱之為等壓式焊炬。

該焊炬的優(yōu)點(diǎn)是在焊接過程中,乙炔和氧氣的混合比例比較穩(wěn)定;故適于焊接薄壁工件或鋁合金工件。缺點(diǎn)是當(dāng)乙炔壓力小于50kPa時(shí),不能使用。
④常用焊炬的型號(hào)、焊接能力及氣體消耗量技術(shù)數(shù)據(jù)常用焊炬的型號(hào)、焊接能力及氣體消耗量見表3-4。

(2)焊炬的使用
①選擇焊嘴。通常根據(jù)工件厚度和材料種類選擇焊嘴的號(hào)碼。如工件厚度大,就選用號(hào)碼大的焊嘴,以鋁合金氣焊為例,當(dāng)工件厚度為1.5~3. 0mm時(shí),選用1-2號(hào)焊嘴;厚度為3.1~5. 0mm時(shí),選用2~3號(hào)焊嘴;厚度小于1. 5mm時(shí),用1號(hào)焊嘴。厚度大于5mm時(shí),用3-5號(hào)焊嘴。
②檢查焊炬的技術(shù)狀態(tài)。
a.檢查漏氣。將焊炬接上乙炔和氧氣膠管,當(dāng)氧氣和乙炔開關(guān)關(guān)閉時(shí),把焊嘴放入水中,然后分別通入氧氣和乙炔,看水中有無氣泡。若無氣泡,則證明密封性良好。
b.噴射情況觀察。接上氧氣管并調(diào)節(jié)氧氣壓力在1~4kPa位置,打開焊炬上的氧氣開關(guān),這時(shí)將手指堵在乙炔接管嘴口上,若感到內(nèi)部吸力很大,則表示焊炬正常。
③點(diǎn)火后調(diào)節(jié)火焰的大小和形狀。點(diǎn)火時(shí),先微開氧氣閥門,再打開乙炔閥門,隨后點(diǎn)燃火焰。這時(shí)的火焰是碳化焰。然后,逐漸開大氧氣閥門,將碳化焰調(diào)整成中性焰,并檢查調(diào)節(jié)開關(guān)是否靈活。
滅火時(shí),應(yīng)先關(guān)乙炔閥門,后關(guān)氧氣閥門。
④防止回火。回火就是火焰從焊炬的焊嘴向乙炔管內(nèi)倒回燃燒。它是焊嘴出口混合氣體的壓力大于焊槍內(nèi)混合氣體壓力,或火焰燃燒速度大于混合氣體流出速度時(shí),產(chǎn)生的不正常燃燒現(xiàn)象。通常產(chǎn)生回火的主要因素有:
a.乙炔壓力過低。當(dāng)乙炔開關(guān)開得過小、乙炔接近用完、乙炔皮管太長、受壓或堵塞等,都會(huì)使焊炬內(nèi)混合氣體流速減小。
b.焊嘴噴口附近壓力增高。焊炬“放炮”(氧與乙炔比例不當(dāng)、溫度突然升高所致);焊嘴距工件太近都會(huì)使焊嘴噴口附近壓力突然增高,將火焰壓入焊槍內(nèi)。另外,具有一定壓力的氣體或水的沖擊(如焊接、切割密封容器或自來水管道時(shí)),也會(huì)造成噴口附近壓力增高,引起回火。
c.焊嘴溫度太高。焊嘴溫度增高時(shí),火焰燃燒速度加速,而混合氣體由于流經(jīng)焊嘴的體積膨脹、壓力增高,因此氣體流出的阻力增大,混合氣體來不及流出就在焊炬內(nèi)部燃燒。
d.氧氣含量。混合氣體中氧氣含量增多時(shí),將加速火焰燃燒速度。
e.噴口直徑。混合氣體壓力一定時(shí),焊嘴噴口孔徑越大,氣體流出速度越小則越容易發(fā)生回火現(xiàn)象。
f.壓力耗損。混合氣體流經(jīng)混合室、混合管及焊嘴時(shí),若管壁有雜質(zhì)堵塞或變形,噴口有飛濺金屬堵塞,都會(huì)使混合氣體壓力損耗增加,減慢氣體流出速度。,
g.焊炬接合部位有漏氣現(xiàn)象。焊炬接合部位尤其是乙炔接頭處漏氣時(shí),不僅容易使乙炔壓力降低,而且焊接過程中若乙炔接頭處(或乙炔皮管)漏出的氣體著火后,往往由于燃燒速度大于氣體流出速度,而產(chǎn)生不易排除的嚴(yán)重回火事故。
h.操作不當(dāng)。焊接結(jié)束后先關(guān)氧氣,由于氣體流出速度減小,而焊嘴此時(shí)往往溫度較高,因此容易產(chǎn)生回火現(xiàn)象,尤其是在發(fā)生器內(nèi)乙炔壓力較低時(shí)。
⑤檢查各氣體通道,不得有漏氣現(xiàn)象;并確定通道不得沾染油脂。
(3)焊炬的維護(hù)
①焊嘴堵塞后及時(shí)用黃銅針穿通,不許用鋼絲通。
②焊接過程應(yīng)經(jīng)常把焊嘴放在清水中冷卻(此時(shí)應(yīng)稍微打開氧氣開關(guān),以免水進(jìn)入焊炬)。避免由于焊嘴過熱產(chǎn)生回火現(xiàn)象或使氧炔焰比例發(fā)生變化。
③焊炬各接合部位若有漏氣現(xiàn)象應(yīng)及時(shí)排除。
④焊接結(jié)束時(shí)應(yīng)先關(guān)閉乙炔開關(guān),再關(guān)閉氧氣開關(guān)。關(guān)閉開關(guān)時(shí)以不漏氣為準(zhǔn),不可擰得過緊,以防開關(guān)損壞或失靈。
⑤焊炬發(fā)生“放炮”現(xiàn)象影響工作時(shí),應(yīng)關(guān)閉乙炔和氧氣,并將焊嘴放在冷水中冷卻,然后查明原因并排除。
⑥焊炬回火時(shí)應(yīng)立即關(guān)閉乙炔,再關(guān)閉氧氣,稍停一下后再把氧氣開關(guān)打開,吹滅殘留在焊炬內(nèi)的余焰和除凈焊炬中的積炭,并檢查乙炔管是否燒壞。若關(guān)閉乙炔和氧氣后,焊嘴內(nèi)仍有黑煙冒出,則說明乙炔開關(guān)未全部關(guān)閉或有漏氣現(xiàn)象。
⑦焊炬不得受壓或摔跌,以免引起混合管管壁變形,致使焊炬經(jīng)常發(fā)生回火現(xiàn)象,不用時(shí)應(yīng)掛起或放置在規(guī)定的地方。
⑧焊炬工作正常無故障時(shí),不要拆除分解。
⑨焊炬各部位嚴(yán)禁與油脂接觸。
上一頁 [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26] [27] [28] 下一頁
動(dòng)機(jī)電起動(dòng)系統(tǒng)的結(jié)構(gòu)、原理簡(jiǎn)介")
動(dòng)機(jī)潤滑系的檢修方法")
動(dòng)機(jī)點(diǎn)火系統(tǒng)簡(jiǎn)介")
動(dòng)機(jī)潤滑系統(tǒng)的主要部件")
簡(jiǎn)介")
動(dòng)機(jī)潤滑系統(tǒng)基本組成與各零件結(jié)構(gòu)")