·上一文章:海爾KFR-50LWBPF型柜式變頻空調(diào)器接通電源時室外機就工作
·下一文章:大眾捷達怠速不穩(wěn)、排氣管冒黑煙
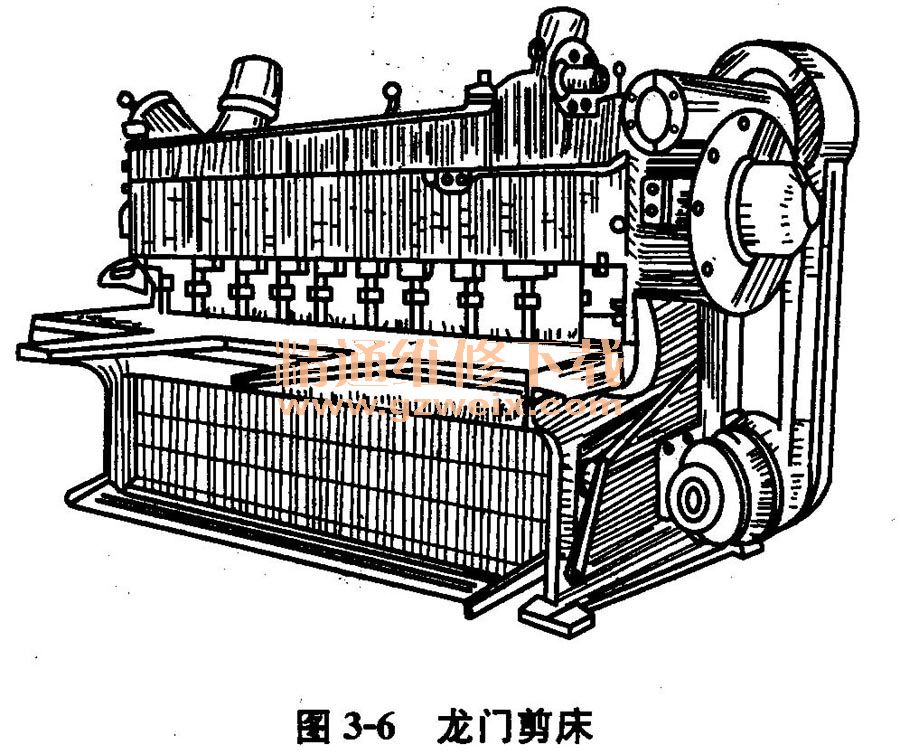
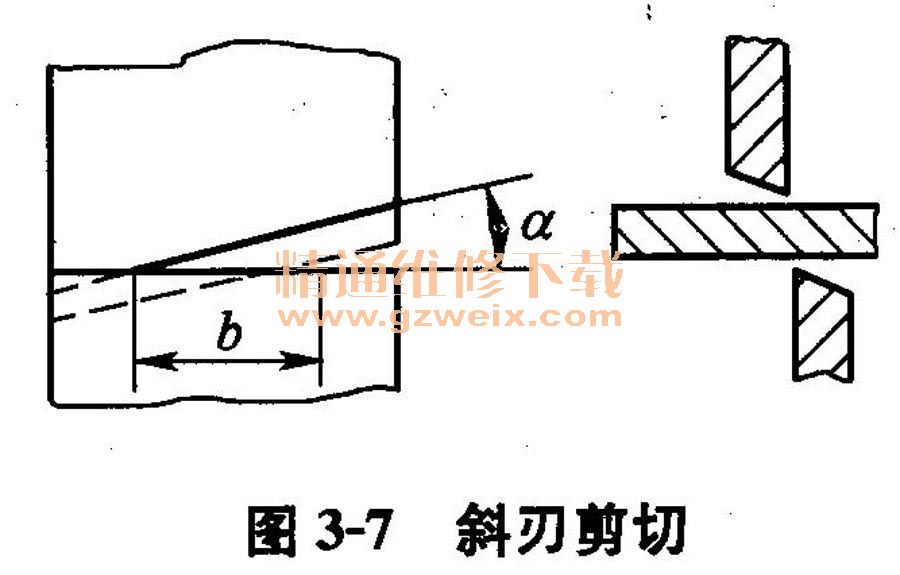
常用的龍門剪床是斜刃剪切。其剪刃與被剪鋼板的一小部分接觸,是逐漸進行剪切的。因而它比平刃剪切的剪切力要小得多,如圖3-7所示。上剪刀片傾斜地固定在刀架上,它與下剪刀片相交的傾斜角,稱剪切角,用a表示。
龍門剪床的上剪刀是利用偏心機構和離合器的作用實現(xiàn)上下運動的,偏心輪旋轉(zhuǎn)一周,帶動上刃架上下運動一次。
為了保證操作中的安全和防止鋼板在剪切時的移動,剪床臺面上設有壓料裝置和柵板,并在剪刀的前后設有可調(diào)節(jié)的定位擋板,以便于剪切相同尺寸的板料。龍門剪床的工作原理如圖3-8所示。

(2)龍門剪床剪切鋼板的操作方法
①將鋼板表面清理后放在剪床臺面上,把剪切線的兩端對準下剪刀刃;啟動壓料機構,壓緊板料;檢查剪切線對正下剪刀刃無誤后,腳踏離合器,開動機器剪板。
②剪切同一尺寸板料時,應按所需尺寸固定住前擋板(或后擋板),校正第一塊板料尺寸合格后,即可繼續(xù)剪切。如生產(chǎn)數(shù)量較大,應在剪切一定數(shù)量后,對零件進行抽查。
③在同一鋼板上有多種的不同規(guī)格零件時,應考慮剪切順序。如圖3-9所示。

④剪切窄條料時,如果壓料裝置壓不住板料,必須用加墊等方法,把板料壓緊后,才可剪切,如圖3-10所示。

⑤兩人或兩人以上同機操作時,必須密切配合。指揮和控制離合器要由一個人負責。
2.圓盤剪床
(1)圓盤剪床的結構特點圓盤剪床也叫滾剪機。它的剪刀是上下兩個呈錐臺形的圓盤。兩個圓盤剪刀的軸線有平行的,也有傾斜成一定角度的。圓盤剪床的結構,如圖3-11所示。

圓盤剪床傳動結構有兩種類型:
①兩個圓盤剪刀都能主動旋轉(zhuǎn);
②上圓盤剪刀由齒輪傳動旋轉(zhuǎn),下刀是從動圓盤,固定在機座上,由于兩個圓盤剪刀重疊甚小,所以能夠切割任意直線和曲線。當手工操縱鋼板進入剪刀之間,兩剪刀的相對旋轉(zhuǎn)就能把鋼板切開,常用的是這種結構。
(2)圓盤剪床正確操作方法
在操作圓盤剪床時,滾刀工作時必須有適當?shù)拈g隙,其間隙根據(jù)板料厚度((t)可以進行調(diào)整(如圖3-12所示)。
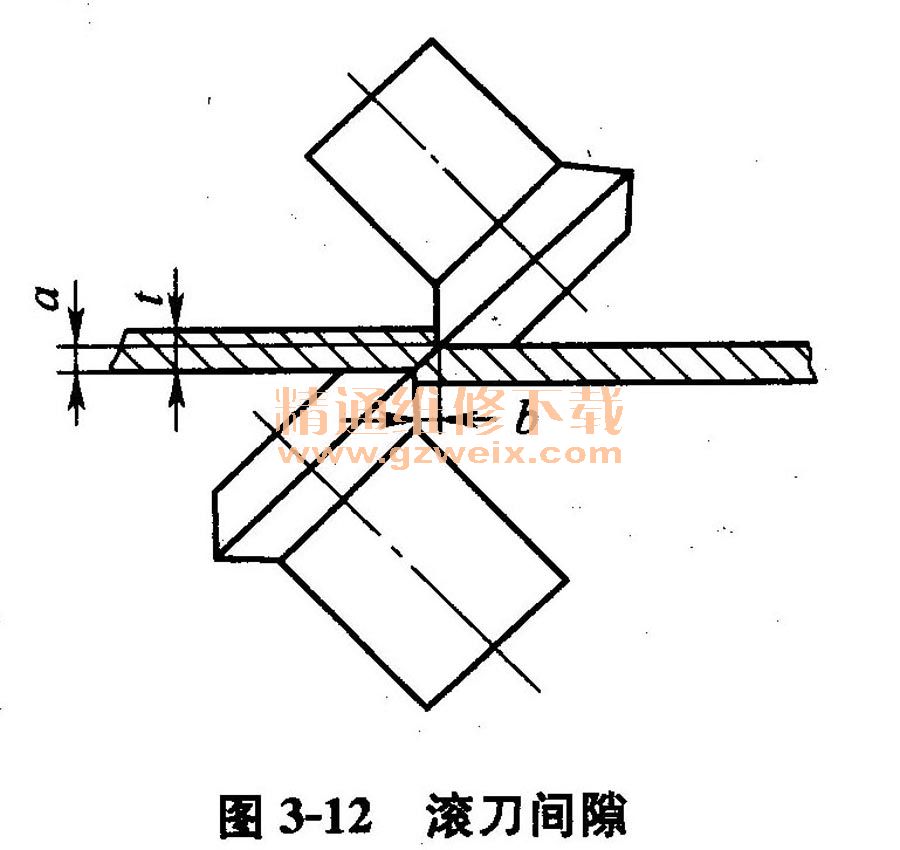
一般垂直方向間隙a=1/2t水平方向間隙b=1/4t。
利用圓盤剪床剪切時,要將鋼板上的剪切線對準圓盤刃口,握住板料,并推入刃口,由于圓盤剪切與板料之間有摩擦力,所以它具有一定的自動進料的作用。同時,操作者應輕推鋼板,并按剪切線轉(zhuǎn)動鋼板,使圓盤剪力的刃口始終剪在剪切線上。
3.振動剪床
(1)振動剪床的結構特點
如圖3-13所示,振動剪床的工作部分由上、下兩個剪刀片組成,上刀片固定在滑塊刀座上,下刀片固定在床身上。滑塊通過連桿與偏心軸相連接,用電動機帶動。機器開動時,上刀刃靠著下刀刃做上下往復運動,因運動速度快,類似振動現(xiàn)象,所以叫做振動剪床。由于上刀片往復運動頗似縫紉機的動作,所以又稱縫紉剪。上剪刀刃與下剪刀刃相交成20°~30°的夾角。雖然刀刃是直線型,但由于刀刃長度小,所以能夠剪切曲線。

(2)振動剪床使用范圍及操作方法振動剪床可剪切直線、曲線的內(nèi)外輪廓的板料,并可對成形的零件進行切邊。剪切內(nèi)孔時要將上剪刀提起,將料擺正后再對上刀片。
剪切前,先在板料上劃線,開動剪床后,要握住板料,照線將板料推入刀口,使板材分離。
二、壓力機
1.壓力機的分類
鈑金工常用的壓力機床,大體可分為氣壓機、折彎壓力機和摩擦壓力機三類。無論是沖裁、壓彎、壓延等工作,都可以根據(jù)所需壓力的大小、工件的尺寸來選擇合適的壓力機,并配合相應的模具來實現(xiàn)。
2.氣壓機的類型及工作原理
氣壓機通常也叫風壓力機,它是以壓縮空氣為動力的一種壓力機械,有直壓式和杠桿式之分。
圖3-14所示是應用較廣的一種單缸直壓式氣壓力機。它的結構原理簡述如下:風缸2固定在床身1的上方,當扳動三通開關3時,壓縮空氣就沿著風管進入風缸并推動活塞7和壓縮彈簧6并使連在一起的絲杠頂桿5、壓力頭歇上模一起向下移動,完成沖壓工作。關閉三通開關,可使風缸里的壓縮空氣排到大氣中,活塞受彈簧的壓力的作用而復位,上模也隨之抬起。絲杠頂桿的外徑是多頭方螺紋,可調(diào)節(jié)其伸出的長短,供安裝模具用。下模可放在工作臺上,用螺絲壓板等壓緊。

杠桿式氣壓機是利用杠桿的原理增大其壓力的。使用氣壓機壓彎工件時要注意使絲杠頂桿不能轉(zhuǎn)動,因為一旦轉(zhuǎn)動,必然會使連在一起的壓力頭和上模轉(zhuǎn)動,從而使上、下模錯位。要注意保持絲杠頂桿的清潔,并經(jīng)常潤滑。安裝與拆卸模具時,不要碰撞絲杠頂桿。
3.折彎壓力機的用途及工作原理
板料折彎壓力機主要是對板件作直線彎曲,即折邊。采用簡單的通用模具,可把金屬板料壓制成一定的幾何形狀。如果配備相應的工藝設備,還可以作拉伸、沖槽、沖孔、壓波紋等。
圖3-15所示為WA67Y-40型液壓板料折彎壓力機的外形圖。此壓力機采用下動式液壓傳動,滑塊(工作臺)由下向上運動,回程靠滑塊自重返回。此機具有體積小、重量輕、行程長度較大、安全可靠等優(yōu)點0壓力機的液壓缸放在滑塊的中心,因而在折彎工件時,滑塊產(chǎn)生和橫梁的方向一致的變形,從而可獲得較高精度的制作。

4.摩擦壓力機的結構特點
摩擦壓力機也稱絲杠壓力機。它是靠飛輪、螺桿及滑塊向下運動時所積蓄的能量來進行沖壓的,如圖3-16所示。摩擦壓力機的工作壓力一般在300~30000kN之間,能基本滿足中、小型零件的沖壓工作要求。

三、卷板機
1.卷板機的用途及結構
卷板機用于圓筒形或圓弧形板料制作,其主要工作部分是兩根前輥和一根后輥,如圖3-17所示。操作時,金屬板由固定的上軋輥滾圓,下輥和后輥的位置可調(diào)。

2.卷板機的操作方法
卷板前,通常先調(diào)整各輥子的間隙,以保證各輥平行和板料順利通過。另外,應將板料兩端邊緣進行壓邊處理。小直徑圓筒或較厚的板材通常用錘擊法處理板邊,而較薄的板料也可直接在卷板機上處理。
①圖3-18所示,首先將板料邊緣放在上、下兩輥中間。

②調(diào)整手輪將料壓緊。
③將板料適當下壓。
④卷板時,調(diào)節(jié)上、下兩輥間隙,使板料輕輕夾住,其夾緊程度以施較大的力時板料能移動為宜。
⑤打開電源開關,輥子帶動板料移動。
⑥當板料被卷起時,夾住板料的上端,如圖3-19所示。

注意:
a.由于板料厚度不同、成形后的曲率不同等原因,卷制過程需多次重復。
b.后輥至前輥的距離也需不斷調(diào)整。
四、彎管機
1.彎管機的結構與工作原理
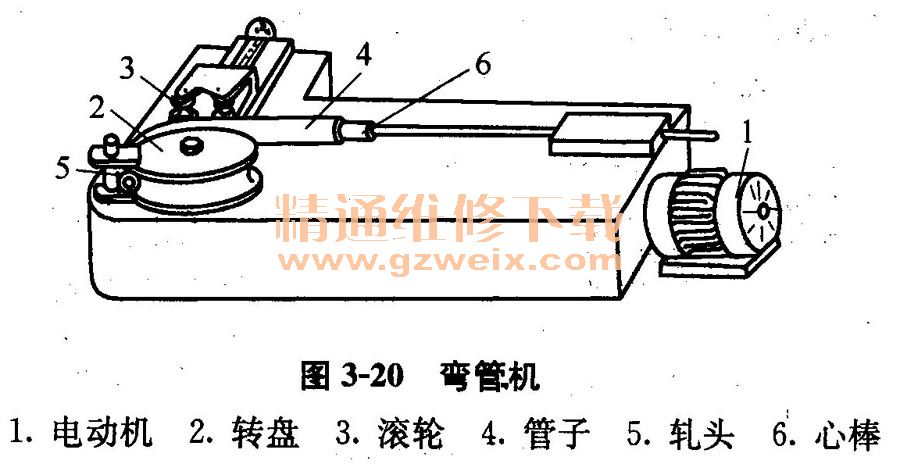
彎管機是用來彎曲管子的設備。常用彎管機主要結構,如圖3-20所示。電動機1的轉(zhuǎn)動(正、反轉(zhuǎn))是經(jīng)過減速機傳給轉(zhuǎn)盤2,使其低速正、反轉(zhuǎn)動的。為了保證彎管后的質(zhì)量,彎管機用帶圓弧槽的滾輪3壓在管子外面進行彎曲,管子4裝在轉(zhuǎn)盤2和滾輪3的圓弧槽內(nèi)。滾輪可沿輪盤徑向移動,壓緊管子。轉(zhuǎn)盤和滾輪的圓弧槽必須和管子的外徑相符,這樣才能保證讓管子在彎曲時不致產(chǎn)生橢圓。管子用軋頭5夾在轉(zhuǎn)盤上,管內(nèi)穿入心棒6;轉(zhuǎn)動轉(zhuǎn)盤,則可使管子產(chǎn)生彎曲。
2.使用彎管機時的注意事項
①使用彎管機彎管時,應根據(jù)管子的直徑、彎曲部分的位置和曲率半徑來選擇轉(zhuǎn)盤、心棒和導向輪。
②因彎管后有回彈現(xiàn)象,故彎管時轉(zhuǎn)盤應多轉(zhuǎn)3°~5°。
③大量彎管之前,應先進行試驗調(diào)整,用移動心棒位置的方法來得到良好的彎管質(zhì)量。
④如彎管后管子的橢圓度過大,則可將心棒向前伸出一定距離;如彎管后管子壁厚減薄過多甚至破裂,則需將心棒向后移動一定距離。
上一頁 [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26] [27] [28] 下一頁
動機電起動系統(tǒng)的結構、原理簡介")
動機潤滑系的檢修方法")
動機點火系統(tǒng)簡介")
動機潤滑系統(tǒng)的主要部件")
簡介")
動機潤滑系統(tǒng)基本組成與各零件結構")